Search This Supplers Products:welding machineAc/Dc Tig WelderPulse Mig WelderPlasma CutterMig Welding MachineTig Welding Machine
Feedability in GMAW Welding of Aluminum
sourceInternet
time2018/08/24
- A – Feedability is probably the most common problem experienced when moving from GMAW welding of steel to GMAW welding of aluminum.
Q – I have recently moved from the gas metal arc welding of steel to welding aluminum with the same process. I am finding it very difficult to feed the aluminum wire through my feeding system. I am often experiencing equipment problems such as fusion of the aluminum welding wire to my contact tip, which requires the breakdown of the feeding system and replacement of contact tip. These problems are time consuming and costly. Is there any way I can improve this situation? I am using ER4043 filler alloy in .035-inch diameter.
A – Feedability is probably the most common problem experienced when moving from GMAW welding of steel to GMAW welding of aluminum. Feedability, in this instance, can be described as the ability to consistently feed the spooled welding wire when GMAW welding, without interruption, during the welding process. Feedability is a far more significant issue with aluminum than steel. This is primarily due to the difference between the material’s mechanical properties. Steel welding wire is rigged, can be fed more easily over a greater distance, and can withstand far more mechanical abuse when compared to aluminum. Aluminum is softer, more susceptible to being deformed or shaved during the feeding operation, and, consequently, requires far more attention when selecting and setting up a feeding system for GMAW welding. Feedability problems can be increased when using the smaller diameter wires and the softer aluminum alloys such as the 1100 and 4043 over the harder alloys such as 5356. Feedability problems often express themselves in the forms of irregular wire feed or as burn-backs (the fusion of the welding wire to the inside of the contact tip). In order to prevent excessive problems with feedability of this nature, it is important to understand the entire feeding system and its effect on aluminum welding wire. If we start with the spool end of the feeding system, we must first consider the brake settings. Brake setting tension is required to be backed off to a minimum. Only sufficient brake pressure, to prevent the spool from free-wheeling when stopping welding, is required. Any pressure over and above this will increase the potential for feeding problems and burn-backs. Electronic braking systems and electronic and mechanical combinations have been developed to provide more sensitivity within the braking system and are particularly useful for improved feeding of aluminum wire.
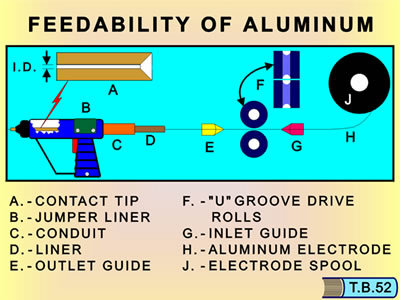
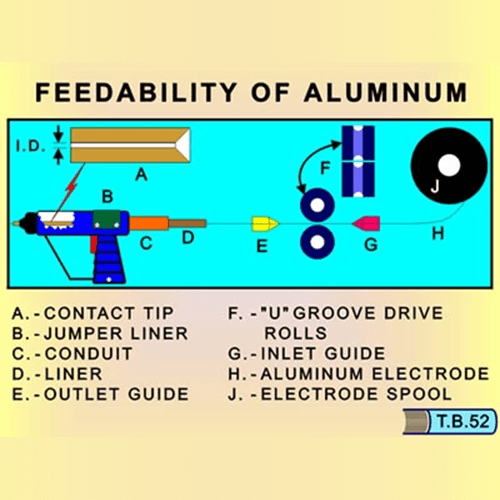
Inlet and outlet guides, as well as liners, which are typically made from metallic material for steel welding, must be made from a non-metallic material such as Teflon or nylon to prevent abrasion and shaving of the aluminum wire.
Drive rolls designed specifically for feeding aluminum should be used. These often have U-type contours with edges that are chamfered and not sharp. They should be smooth, aligned, and provide correct drive roll pressure. Drive rolls that have sharp edges can shave the soft aluminum wire. These shavings can collect within the feeding system and cause burn-backs from blockages within the liner. Excessive drive roll pressure and/or drive roll misalignment can deform the aluminum wire and increase friction drag through the liner and contact tip.
Contact tip I.D. and quality are of great importance. You should only use contact tips which are made specifically for aluminum wire welding, with smooth internal bores and the absence of sharp burrs on the inlet and outlet ends of the tips which can easily shave the softer aluminum alloys. Contact tip bore diameter should be approximately 10% to 15% larger than the electrode diameter.
The quality of the welding wire used for GMAW welding can influence the feedability characteristics. Such things as surface smoothness, wire diameter control, and final treatment of the wire during the spooling operation can assist or detract from the ability to easily deliver the wire through the feeding system. The consistent quality characteristics of the aluminum welding wire should be considered in order to minimize feedability problems.
In terms of aluminum wire feeding, there are four recognized feeding systems used, i.e. push feeders, pull feeders, push-pull feeders, and spool-on-gun feeding systems. For aluminum welding, with the push and the pull feeders, limitations are recognized dependent on application and feeding distance. These systems are generally limited to a practical length of about 12 feet. With the push feeders, the feeding distance limit is a result of the flexibility of the aluminum wire and its tendency to buckle and bend in the liner, and with the pull feeders from a rapid increase in friction drag in the liner, particularly if there are bends in the conduit. Push-pull feeders were developed to overcome the wire feeding problems experienced by the other systems and are the most positive method of feeding aluminum welding wire. The push-pull systems can improve feedability in many applications and are often essential for more critical/specialized operations such as robotic and automated applications to ensure consistent feedability. The spool-on-gun feeding system is usually designed to use 1-lb spools of wire that are mounted in the gun. These guns are usually air cooled and generally limited to smaller wire sizes and light duty service. Because of their relatively low current rating, they are not perfectly suited to heavy-duty continuous production welding, but are often quite effective for tack welding and other light duty applications. The choice of the
Feedability Chart